







Fräser mit positiven und negativen Spiralschneiden - DLCS Chrome Coating- Long Life
190.41
DIE UNÜBERTRAFFBARE TECHNOLOGIE FÜR INDUSTRIELLE CNC-WERKZEUGE
DLCS ist eine modifizierte diamantartige Kohlenstoffbeschichtung mit verbesserter Belastbarkeit. Eine harte, haltbare Metallschicht (Chromnitrid) ergibt eine besonders harte Oberfläche und erhöht die Elastizität der überlagerten, tribologisch wirksamen Kohlenstoffbeschichtung. Das Beschichten verhindert hohe Temperaturen, die sich nachteilig auf die Leistung des Schneidwerkzeugs auswirken, das nach dem Gebrauch voll wirksam bleibt.
DLCS CHROMBESCHICHTUNG
sichert eine 3 mal längere Lebensdauer als unbeschichtete Werkzeuge!
sichert eine 3 mal längere Lebensdauer als unbeschichtete Werkzeuge!
Extreme Härtebeschichtung >HV 2.500
Bietet eine beeindruckende Härte an den Schneidbereichen des Werkzeugs sowie Spannungsfestigkeit und einen hervorragenden Schutz gegen Abrieb.
Minimale Beschichtungsstärke mm 0,002-0,004
Die minimale Mikron- Beschichtung sichert perfekt scharfe Kanten für eine bessere Schneidqualität.
Bietet eine beeindruckende Härte an den Schneidbereichen des Werkzeugs sowie Spannungsfestigkeit und einen hervorragenden Schutz gegen Abrieb.
Minimale Beschichtungsstärke mm 0,002-0,004
Die minimale Mikron- Beschichtung sichert perfekt scharfe Kanten für eine bessere Schneidqualität.
Niedrigster Reibungskoeffizient 0,1-0,2
Sehr guter Einlauf und geringe Reibungsverluste. Verringertes Verklebenrisiko. Ideal für hohe Geschwindigkeiten in Einbau-Anwendung.
Hoch Betriebs- Temperatur
Weniger Überhitzung! Die Beschichtung sichert Betriebstemperaturen bis 400° C und schützt die Schneidkanten vor Verschleiß.
TECHNISCHE EIGENSCHAFTEN:
• Premium-Qualität-HWM.
• 2 positive und 2 negative Spiralschneiden (Z2+2).
• 3 positive und 3 negative Spiralschneiden (Z3+3).
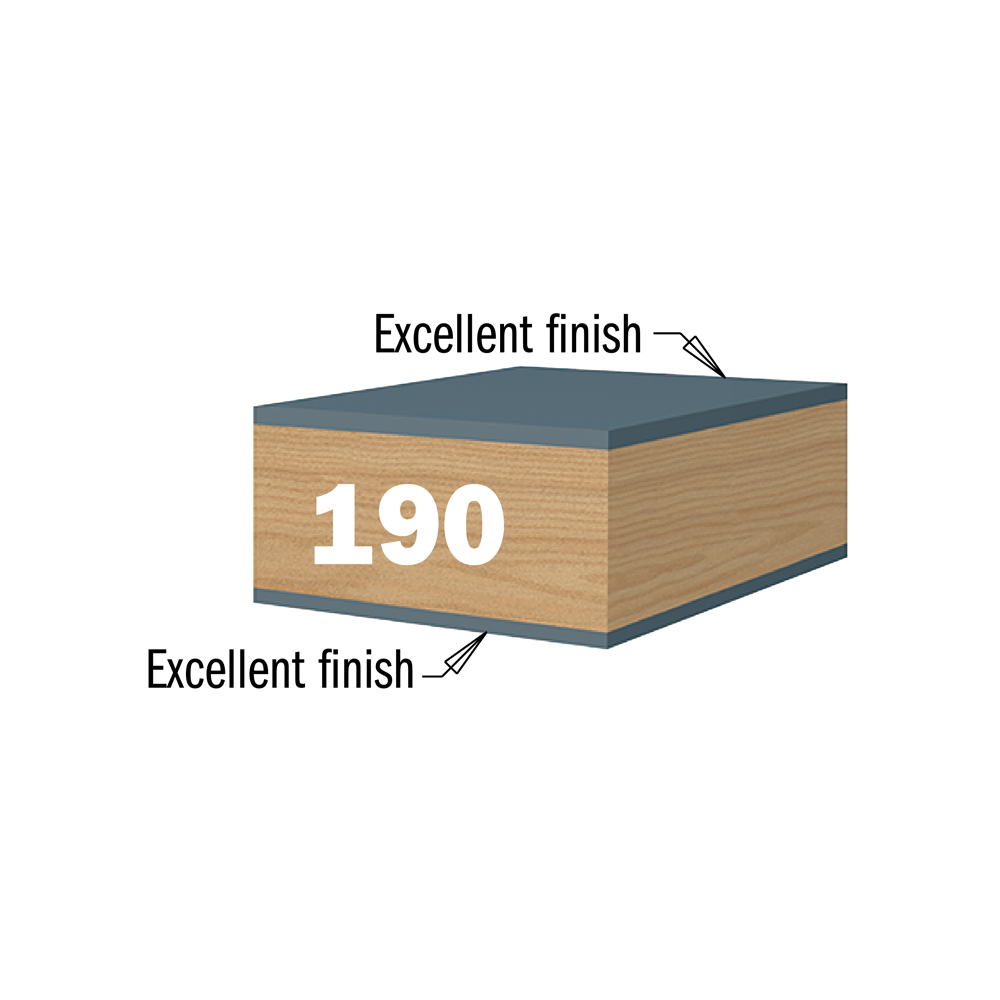
• Hervorragende Feinbearbeitung der Unterseite und Oberseite des Paneels.
Die Tests wurden in den USA
mit einem ½” Hartmetall-Spiraldruckbohrer durchgeführt
Maschine: Felder Profit H10 eingebaute Basis/Überkopf CNC Fräse
Arbeitsparameter: RPM = 18.000 - Vorschub = 20 m/Minute
Material: 19mm Melamin Spanplatte
Anwendung: Einbau volle Bemessung
Leistung: DLCS beschichtete Fräse hat 165 Melaminplatten geschnitten. Unbeschichtete Fräse hat 56 Melaminplatten geschnitten.
Details
Zum Ausschneiden, Kopieren, Formatschneiden von Massivholz, Holz- und Plattenwerkstoffen, Laminat und Kunststoff. Einsatz in CNC-Maschinen, Punkt-zu-PunktMaschinen und Handoberfräsen, die mit entsprechenden Futtern und Adaptern ausgerüstet sind.
Download
Variationen
Filtert
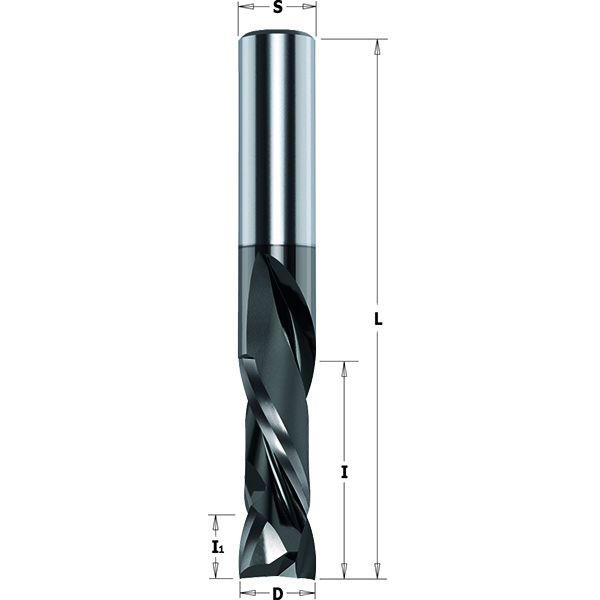
| Produktcode | Beschreibung | D | I | I1 | L | S | Z | MAT | RH-LH |
|---|---|---|---|---|---|---|---|---|---|
|
190.080.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 8 | 32 | 7 | 80 | 8 | 2 + 2 | HWM | RH |
|
190.504.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 9.53 | 28.6 | 7 | 76.2 | 9.52 | 2 + 2 | HWM | RH |
|
190.513.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 9.53 | 22.2 | 4.8 | 76.2 | 9.52 | 2 + 2 | HWM | RH |
|
190.813.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 9.53 | 25.4 | 5.2 | 76.2 | 9.52 | 3 + 3 | HWM | RH |
|
190.100.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 10 | 32 | 7 | 80 | 10 | 2 + 2 | HWM | RH |
|
190.101.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 10 | 42 | 7 | 90 | 10 | 2 + 2 | HWM | RH |
|
190.120.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12 | 42 | 7 | 90 | 12 | 2 + 2 | HWM | RH |
|
190.121.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12 | 52 | 7 | 100 | 12 | 2 + 2 | HWM | RH |
|
190.320.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 12 | 25.4 | 5.2 | 83 | 12 | 3 + 3 | HWM | RH |
|
190.505.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12.7 | 25.4 | 12 | 76.2 | 12.7 | 2 + 2 | HWM | RH |
|
190.506.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12.7 | 28.6 | 12 | 76.2 | 12.7 | 2 + 2 | HWM | RH |
|
190.507.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12.7 | 34.9 | 12 | 88.9 | 12.7 | 2 + 2 | HWM | RH |
|
190.508.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall | 12.7 | 41.3 | 12 | 101.6 | 12.7 | 2 + 2 | HWM | RH |
|
190.815.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 12.7 | 28.5 | 6 | 76.2 | 12.7 | 3 + 3 | HWM | RH |
|
190.515.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 12.7 | 22.2 | 5.2 | 76.2 | 12.7 | 2 + 2 | HWM | RH |
|
190.517.41
|
Ober- und Unterschnitt-Spiralbohreinsätze aus Hartmetall zum Verzapfen | 12.7 | 34.9 | 5.2 | 88.9 | 12.7 | 2 + 2 | HWM | RH |